





 Afrikaans
Afrikaans  Albanian
Albanian  Amharic
Amharic  Arabic
Arabic  Armenian
Armenian  Azerbaijani
Azerbaijani  Basque
Basque  Belarusian
Belarusian  Bengali
Bengali  Bosnian
Bosnian  Bulgarian
Bulgarian  Catalan
Catalan  Cebuano
Cebuano  Corsican
Corsican  Croatian
Croatian  Czech
Czech  Danish
Danish  Dutch
Dutch  English
English  Esperanto
Esperanto  Estonian
Estonian  Finnish
Finnish  French
French  Frisian
Frisian  Galician
Galician  Georgian
Georgian  German
German  Greek
Greek  Gujarati
Gujarati  Haitian Creole
Haitian Creole  hausa
hausa  hawaiian
hawaiian  Hebrew
Hebrew  Hindi
Hindi  Miao
Miao  Hungarian
Hungarian  Icelandic
Icelandic  igbo
igbo  Indonesian
Indonesian  irish
irish  Italian
Italian  Japanese
Japanese  Javanese
Javanese  Kannada
Kannada  kazakh
kazakh  Khmer
Khmer  Rwandese
Rwandese  Korean
Korean  Kurdish
Kurdish  Kyrgyz
Kyrgyz  Lao
Lao  Latin
Latin  Latvian
Latvian  Lithuanian
Lithuanian  Luxembourgish
Luxembourgish  Macedonian
Macedonian  Malgashi
Malgashi  Malay
Malay  Malayalam
Malayalam  Maltese
Maltese  Maori
Maori  Marathi
Marathi  Mongolian
Mongolian  Myanmar
Myanmar  Nepali
Nepali  Norwegian
Norwegian  Norwegian
Norwegian  Occitan
Occitan  Pashto
Pashto  Persian
Persian  Polish
Polish  Portuguese
Portuguese  Punjabi
Punjabi  Romanian
Romanian  Russian
Russian  Samoan
Samoan  Scottish Gaelic
Scottish Gaelic  Serbian
Serbian  Sesotho
Sesotho  Shona
Shona  Sindhi
Sindhi  Sinhala
Sinhala  Slovak
Slovak  Slovenian
Slovenian  Somali
Somali  Spanish
Spanish  Sundanese
Sundanese  Swahili
Swahili  Swedish
Swedish  Tagalog
Tagalog  Tajik
Tajik  Tamil
Tamil  Tatar
Tatar  Telugu
Telugu  Thai
Thai  Turkish
Turkish  Turkmen
Turkmen  Ukrainian
Ukrainian  Urdu
Urdu  Uighur
Uighur  Uzbek
Uzbek  Vietnamese
Vietnamese  Welsh
Welsh  Bantu
Bantu  Yiddish
Yiddish  Yoruba
Yoruba  Zulu
Zulu Feb . 18, 2025 07:16
Back to list
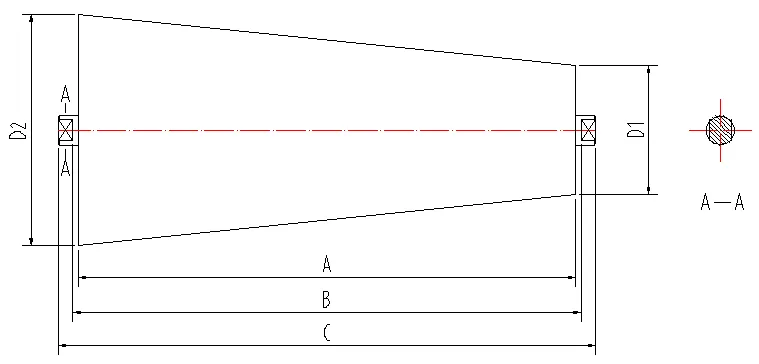
belt conveyor pulley
Conveyor belts and pulleys serve as vital components in various industries, from manufacturing to mining, due to their efficiency in handling materials and streamlining operations. These components not only simplify processes but also enhance productivity, making them indispensable for businesses aiming to maintain a competitive edge.
The expertise required to design and maintain these systems should not be underestimated. Manufacturers invest in research and development to innovate belt and pulley systems, seeking to balance strength, weight, speed capabilities, and cost. Furthermore, expertise in material properties, load distribution, and dynamic responses under operational stresses ensures systems are built for longevity and maximum performance. Industries often rely on specialized engineers to install, monitor, and maintain conveyor systems, ensuring operational standards meet safety regulations and performance benchmarks. Authoritativeness in the domain of conveyor belts and pulleys is demonstrated by manufacturers and suppliers who adhere to international quality standards, such as ISO 9001, while also contributing knowledge through industry seminars and publications. Trustworthiness stems from reliable performance, backed by a proven track record of longevity and minimal downtimes in varied operational environments. In the rapidly advancing landscape of automation and technology, conveyor systems are evolving. Smart systems equipped with sensors and IoT technologies provide real-time feedback on wear and tear, belt tension, and operational efficiency. This advancement allows for predictive maintenance, reducing unexpected downtimes, and ensuring seamless operation—a testament to the progress and innovation within the industry. In conclusion, conveyor belts and pulleys are not merely components but integral to optimizing industrial operations. Through continual innovation, strict adherence to quality standards, and expert implementation and maintenance, these systems underscore their significance in enhancing productivity and operational efficiency across diverse sectors. As industries worldwide increasingly focus on automation and efficiency, the role of conveyor belts and pulleys continues to expand, bolstering the pillars of modern industrial success.

The expertise required to design and maintain these systems should not be underestimated. Manufacturers invest in research and development to innovate belt and pulley systems, seeking to balance strength, weight, speed capabilities, and cost. Furthermore, expertise in material properties, load distribution, and dynamic responses under operational stresses ensures systems are built for longevity and maximum performance. Industries often rely on specialized engineers to install, monitor, and maintain conveyor systems, ensuring operational standards meet safety regulations and performance benchmarks. Authoritativeness in the domain of conveyor belts and pulleys is demonstrated by manufacturers and suppliers who adhere to international quality standards, such as ISO 9001, while also contributing knowledge through industry seminars and publications. Trustworthiness stems from reliable performance, backed by a proven track record of longevity and minimal downtimes in varied operational environments. In the rapidly advancing landscape of automation and technology, conveyor systems are evolving. Smart systems equipped with sensors and IoT technologies provide real-time feedback on wear and tear, belt tension, and operational efficiency. This advancement allows for predictive maintenance, reducing unexpected downtimes, and ensuring seamless operation—a testament to the progress and innovation within the industry. In conclusion, conveyor belts and pulleys are not merely components but integral to optimizing industrial operations. Through continual innovation, strict adherence to quality standards, and expert implementation and maintenance, these systems underscore their significance in enhancing productivity and operational efficiency across diverse sectors. As industries worldwide increasingly focus on automation and efficiency, the role of conveyor belts and pulleys continues to expand, bolstering the pillars of modern industrial success.
Next:
Latest news
-
Revolutionizing Conveyor Reliability with Advanced Rubber Lagging PulleysNewsJul.22,2025
-
Powering Precision and Durability with Expert Manufacturers of Conveyor ComponentsNewsJul.22,2025
-
Optimizing Conveyor Systems with Advanced Conveyor AccessoriesNewsJul.22,2025
-
Maximize Conveyor Efficiency with Quality Conveyor Idler PulleysNewsJul.22,2025
-
Future-Proof Your Conveyor System with High-Performance Polyurethane RollerNewsJul.22,2025
-
Driving Efficiency Forward with Quality Idlers and RollersNewsJul.22,2025
OUR PRODUCTS


")














")
")
")

")

