





 Afrikaans
Afrikaans  Albanian
Albanian  Amharic
Amharic  Arabic
Arabic  Armenian
Armenian  Azerbaijani
Azerbaijani  Basque
Basque  Belarusian
Belarusian  Bengali
Bengali  Bosnian
Bosnian  Bulgarian
Bulgarian  Catalan
Catalan  Cebuano
Cebuano  Corsican
Corsican  Croatian
Croatian  Czech
Czech  Danish
Danish  Dutch
Dutch  English
English  Esperanto
Esperanto  Estonian
Estonian  Finnish
Finnish  French
French  Frisian
Frisian  Galician
Galician  Georgian
Georgian  German
German  Greek
Greek  Gujarati
Gujarati  Haitian Creole
Haitian Creole  hausa
hausa  hawaiian
hawaiian  Hebrew
Hebrew  Hindi
Hindi  Miao
Miao  Hungarian
Hungarian  Icelandic
Icelandic  igbo
igbo  Indonesian
Indonesian  irish
irish  Italian
Italian  Japanese
Japanese  Javanese
Javanese  Kannada
Kannada  kazakh
kazakh  Khmer
Khmer  Rwandese
Rwandese  Korean
Korean  Kurdish
Kurdish  Kyrgyz
Kyrgyz  Lao
Lao  Latin
Latin  Latvian
Latvian  Lithuanian
Lithuanian  Luxembourgish
Luxembourgish  Macedonian
Macedonian  Malgashi
Malgashi  Malay
Malay  Malayalam
Malayalam  Maltese
Maltese  Maori
Maori  Marathi
Marathi  Mongolian
Mongolian  Myanmar
Myanmar  Nepali
Nepali  Norwegian
Norwegian  Norwegian
Norwegian  Occitan
Occitan  Pashto
Pashto  Persian
Persian  Polish
Polish  Portuguese
Portuguese  Punjabi
Punjabi  Romanian
Romanian  Russian
Russian  Samoan
Samoan  Scottish Gaelic
Scottish Gaelic  Serbian
Serbian  Sesotho
Sesotho  Shona
Shona  Sindhi
Sindhi  Sinhala
Sinhala  Slovak
Slovak  Slovenian
Slovenian  Somali
Somali  Spanish
Spanish  Sundanese
Sundanese  Swahili
Swahili  Swedish
Swedish  Tagalog
Tagalog  Tajik
Tajik  Tamil
Tamil  Tatar
Tatar  Telugu
Telugu  Thai
Thai  Turkish
Turkish  Turkmen
Turkmen  Ukrainian
Ukrainian  Urdu
Urdu  Uighur
Uighur  Uzbek
Uzbek  Vietnamese
Vietnamese  Welsh
Welsh  Bantu
Bantu  Yiddish
Yiddish  Yoruba
Yoruba  Zulu
Zulu កុម្ភៈ . 15, 2025 16:22
Back to list
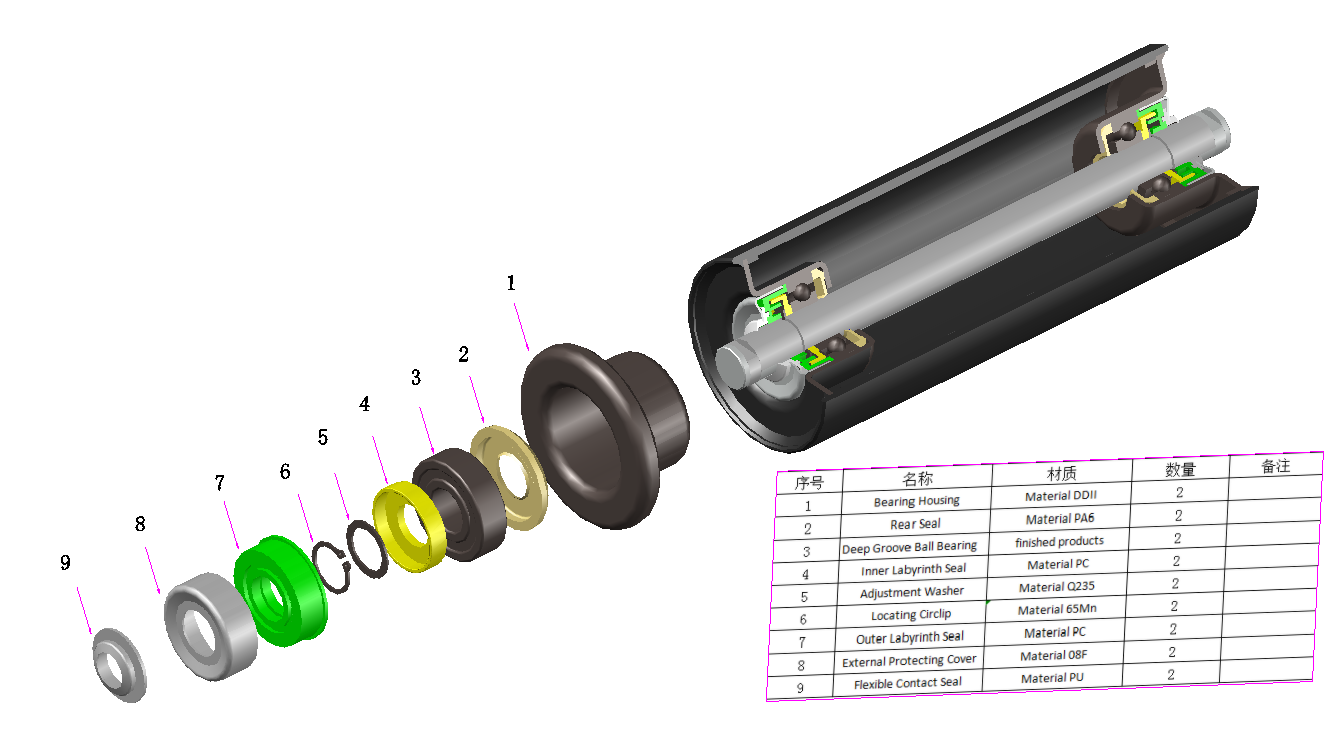
Bend Pulley (Non-driving Pulley)
In the world of industrial systems, conveyor pulley parts stand as pivotal components in the movement and processing of materials across a myriad of operations. Their functionality is critical, ensuring that businesses meet rigorous demands with efficiency and reliability. Understanding the nuances of these components can significantly impact the operation of conveyor systems, maximizing both productivity and machinery lifespan.
The importance of precise alignment cannot be overstated when it comes to conveyor systems, and here, pulleys serve as invaluable allies. The proper installation and maintenance of take-up pulleys, for instance, ensure consistent belt tension, preventing slip and avoiding unnecessary straining of the motor. The correct tension is achieved through systems that allow for automatic adjustments, particularly useful in long conveyor belts subjected to variable loads and temperatures. Material choice and engineering do not solely determine the success of conveyor pulley parts; regular maintenance also plays a critical role. Routine inspections can identify early signs of wear such as belt slippage, unusual noise, or misalignment, allowing timely interventions that prevent costly machine downtime. Maintenance plans should include regular checks of pulley balance, bearing lubrication, and lagging condition, ensuring components remain in peak condition. Innovation in conveyor pulley technology is an ongoing journey, with manufacturers constantly optimizing designs to improve performance. For instance, the integration of sensors for predictive maintenance provides real-time data, which can substantially aid in preemptive diagnosing of potential issues. Such smart technologies help in making informed decisions, reinforcing the system’s operational efficacy, and ultimately enhancing the return on investment for businesses relying on these essential components. In conclusion, conveyor pulley parts are far more than mere mechanical elements. Their expert design and reliability are at the core of efficient material handling systems. The components discussed—from drum and wing pulleys to lagging and bearing housings—each play specialized roles that collectively ensure smooth and efficient operations in industrial environments. By investing in quality and incorporating regular maintenance along with new technologies, businesses can secure a competitive edge, optimizing their conveyor systems for future challenges.

The importance of precise alignment cannot be overstated when it comes to conveyor systems, and here, pulleys serve as invaluable allies. The proper installation and maintenance of take-up pulleys, for instance, ensure consistent belt tension, preventing slip and avoiding unnecessary straining of the motor. The correct tension is achieved through systems that allow for automatic adjustments, particularly useful in long conveyor belts subjected to variable loads and temperatures. Material choice and engineering do not solely determine the success of conveyor pulley parts; regular maintenance also plays a critical role. Routine inspections can identify early signs of wear such as belt slippage, unusual noise, or misalignment, allowing timely interventions that prevent costly machine downtime. Maintenance plans should include regular checks of pulley balance, bearing lubrication, and lagging condition, ensuring components remain in peak condition. Innovation in conveyor pulley technology is an ongoing journey, with manufacturers constantly optimizing designs to improve performance. For instance, the integration of sensors for predictive maintenance provides real-time data, which can substantially aid in preemptive diagnosing of potential issues. Such smart technologies help in making informed decisions, reinforcing the system’s operational efficacy, and ultimately enhancing the return on investment for businesses relying on these essential components. In conclusion, conveyor pulley parts are far more than mere mechanical elements. Their expert design and reliability are at the core of efficient material handling systems. The components discussed—from drum and wing pulleys to lagging and bearing housings—each play specialized roles that collectively ensure smooth and efficient operations in industrial environments. By investing in quality and incorporating regular maintenance along with new technologies, businesses can secure a competitive edge, optimizing their conveyor systems for future challenges.
Latest news
-
The Unrivaled Performance of Polyurethane Pulleys in Industrial ApplicationsNewsAug.25,2025
-
The Critical Role of Drum Lagging in Conveyor SystemsNewsAug.25,2025
-
Navigating Industrial Efficiency: The Critical Role of Conveyor PulleysNewsAug.25,2025
-
InIntroduction to Advanced Pulley Lagging SolutionsNewsAug.25,2025
-
Industry Trends in Pulley Lagging TechnologyNewsAug.25,2025
-
Revolutionizing Conveyor Reliability with Advanced Rubber Lagging PulleysNewsJul.22,2025
OUR PRODUCTS


")














")
")
")

")

