





 Afrikaans
Afrikaans  Albanian
Albanian  Amharic
Amharic  Arabic
Arabic  Armenian
Armenian  Azerbaijani
Azerbaijani  Basque
Basque  Belarusian
Belarusian  Bengali
Bengali  Bosnian
Bosnian  Bulgarian
Bulgarian  Catalan
Catalan  Cebuano
Cebuano  Corsican
Corsican  Croatian
Croatian  Czech
Czech  Danish
Danish  Dutch
Dutch  English
English  Esperanto
Esperanto  Estonian
Estonian  Finnish
Finnish  French
French  Frisian
Frisian  Galician
Galician  Georgian
Georgian  German
German  Greek
Greek  Gujarati
Gujarati  Haitian Creole
Haitian Creole  hausa
hausa  hawaiian
hawaiian  Hebrew
Hebrew  Hindi
Hindi  Miao
Miao  Hungarian
Hungarian  Icelandic
Icelandic  igbo
igbo  Indonesian
Indonesian  irish
irish  Italian
Italian  Japanese
Japanese  Javanese
Javanese  Kannada
Kannada  kazakh
kazakh  Khmer
Khmer  Rwandese
Rwandese  Korean
Korean  Kurdish
Kurdish  Kyrgyz
Kyrgyz  Lao
Lao  Latin
Latin  Latvian
Latvian  Lithuanian
Lithuanian  Luxembourgish
Luxembourgish  Macedonian
Macedonian  Malgashi
Malgashi  Malay
Malay  Malayalam
Malayalam  Maltese
Maltese  Maori
Maori  Marathi
Marathi  Mongolian
Mongolian  Myanmar
Myanmar  Nepali
Nepali  Norwegian
Norwegian  Norwegian
Norwegian  Occitan
Occitan  Pashto
Pashto  Persian
Persian  Polish
Polish  Portuguese
Portuguese  Punjabi
Punjabi  Romanian
Romanian  Russian
Russian  Samoan
Samoan  Scottish Gaelic
Scottish Gaelic  Serbian
Serbian  Sesotho
Sesotho  Shona
Shona  Sindhi
Sindhi  Sinhala
Sinhala  Slovak
Slovak  Slovenian
Slovenian  Somali
Somali  Spanish
Spanish  Sundanese
Sundanese  Swahili
Swahili  Swedish
Swedish  Tagalog
Tagalog  Tajik
Tajik  Tamil
Tamil  Tatar
Tatar  Telugu
Telugu  Thai
Thai  Turkish
Turkish  Turkmen
Turkmen  Ukrainian
Ukrainian  Urdu
Urdu  Uighur
Uighur  Uzbek
Uzbek  Vietnamese
Vietnamese  Welsh
Welsh  Bantu
Bantu  Yiddish
Yiddish  Yoruba
Yoruba  Zulu
Zulu فېۋرال . 12, 2025 16:41
Back to list
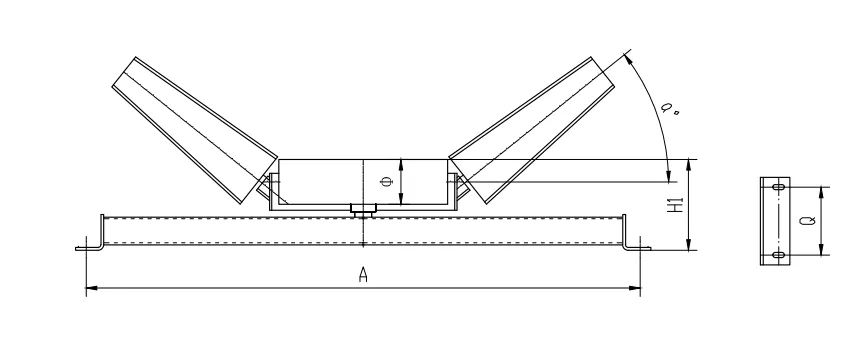
Customized Roller
Conveyor belt rolls play a crucial role in various industries, forming the backbone of material handling systems. To maximize the efficiency and longevity of these systems, it's imperative to understand their unique features, applications, and maintenance needs. With over two decades of experience optimizing conveyor systems for industries ranging from manufacturing to logistics, I offer insights into the essential aspects one must consider when dealing with conveyor belt rolls.
For businesses looking to upgrade or maintain their conveyor systems, investing in quality certification and adherence to industry standards cannot be overstated. ISO certification, for example, is a testament to a roll's quality, indicating it has passed rigorous assessment and meets international benchmarks. Expert consultation on the compliance processes can bolster a company's adherence to such standards, reinforcing trust with stakeholders. Incorporating technology into the management of conveyor belt rolls is another area where industries can benefit. Automated monitoring systems can provide real-time data on roll performance, allowing for immediate adjustments and predictive maintenance. Such innovations not only enhance efficiency but also reduce human error, ensuring that the industrial processes are seamless and consistent. Lastly, sourcing conveyor belt rolls from reputable manufacturers is crucial. Established companies with a proven track record of excellence are more likely to furnish products that offer not only operational efficiency but also peace of mind regarding quality and safety. Leveraging partnerships with such entities can be instrumental in driving business success. In conclusion, skimming over the details can lead to significant operational hitches when dealing with conveyor belt rolls. A comprehensive understanding of their design, application, and maintenance, coupled with adherence to quality standards and technological integration, ensures these vital components effectively support the broader industrial processes. With a commitment to expertise, authority, and trustworthiness, industries can redefine efficiency, propelling themselves to new operational heights.

For businesses looking to upgrade or maintain their conveyor systems, investing in quality certification and adherence to industry standards cannot be overstated. ISO certification, for example, is a testament to a roll's quality, indicating it has passed rigorous assessment and meets international benchmarks. Expert consultation on the compliance processes can bolster a company's adherence to such standards, reinforcing trust with stakeholders. Incorporating technology into the management of conveyor belt rolls is another area where industries can benefit. Automated monitoring systems can provide real-time data on roll performance, allowing for immediate adjustments and predictive maintenance. Such innovations not only enhance efficiency but also reduce human error, ensuring that the industrial processes are seamless and consistent. Lastly, sourcing conveyor belt rolls from reputable manufacturers is crucial. Established companies with a proven track record of excellence are more likely to furnish products that offer not only operational efficiency but also peace of mind regarding quality and safety. Leveraging partnerships with such entities can be instrumental in driving business success. In conclusion, skimming over the details can lead to significant operational hitches when dealing with conveyor belt rolls. A comprehensive understanding of their design, application, and maintenance, coupled with adherence to quality standards and technological integration, ensures these vital components effectively support the broader industrial processes. With a commitment to expertise, authority, and trustworthiness, industries can redefine efficiency, propelling themselves to new operational heights.
Next:
Latest news
-
Taper Centering Idler Set for Conveyor SystemsNewsJun.25,2025
-
Small Idler Rollers for Industrial ConveyorsNewsJun.25,2025
-
Guide Training Idler Set for Conveyor MaintenanceNewsJun.25,2025
-
Friction Offset Idler Set for Industrial UseNewsJun.25,2025
-
Double-Center-Roller Idler AlignmentNewsJun.25,2025
-
Channel Inset Impact Troughing Idler Set for Heavy LoadsNewsJun.25,2025
OUR PRODUCTS


")














")
")
")

")

